Detailed explanation of the production and processing technology of zirconia ceramics
The production of
zirconia ceramics requires the preparation of powders with high purity, good dispersion properties, ultra-fine particles, and narrow particle size distribution. There are many methods for preparing zirconia ultrafine powders. The purification of zirconia mainly includes chlorination and thermal decomposition methods, and alkali metals. Oxidative decomposition method, lime melting method, plasma arc method, precipitation method, colloid method, hydrolysis method, spray pyrolysis method, etc. Powder processing methods include co-precipitation method, sol-gel method, evaporation method, supercritical synthesis method, microemulsion method, hydrothermal synthesis method and vapor deposition method.

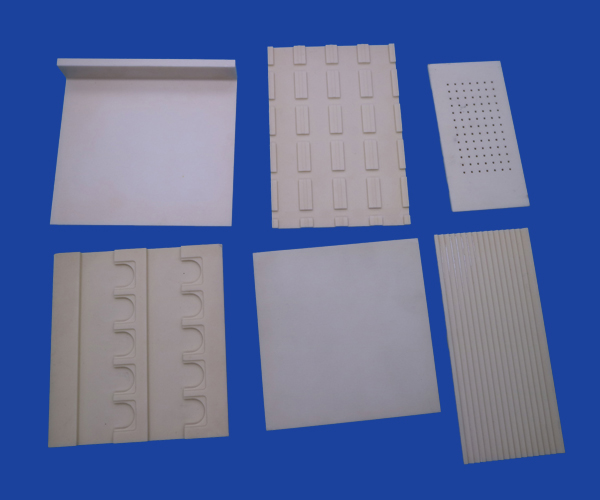
zirconia ceramic structural parts
Zirconia ceramic molding
The molding of zirconia ceramics includes
dry pressing molding,
isostatic pressing molding, grouting molding, hot die casting molding, casting molding,
injection molding, plastic extrusion molding, colloidal solidification molding and so on. Among them, the most widely used are injection molding and dry press molding.
(1) Grouting
The molding process of grouting includes physical dehydration process and chemical coagulation process. Physical dehydration removes the moisture in the slurry through the capillary action of the porous plaster mold. The chemical coagulation process is because the Ca2+ generated by the dissolution of CaSO4 on the surface of the plaster mold increases the slurry. The ionic strength in the material causes flocculation of the slurry. Under the action of physical dehydration and chemical coagulation, ceramic powder particles are deposited and formed on the wall of the plaster mold. Grouting is suitable for the preparation of large ceramic parts with complex shapes, but the quality of the green body, including shape, density, strength, etc., is poor, and the labor intensity of workers is high and it is not suitable for automated operations.
(2) Hot pressure injection molding
Hot pressure injection molding is to mix ceramic powder and binder (paraffin) at a higher temperature (60~100℃) to obtain slurry for hot die casting. The slurry is injected into the metal mold under the action of compressed air to maintain Press cooling and demolding to obtain a wax blank, which is dewaxed under the protection of inert powder to obtain a green body, and the green body is sintered into porcelain at a high temperature. The green body formed by hot-press injection molding has precise dimensions, uniform internal structure, less mold wear, and high production efficiency, which is suitable for various raw materials. The temperature of the wax slurry and the mold needs to be strictly controlled, otherwise it will cause undershot or deformation, so it is not suitable for manufacturing large parts. At the same time, the two-step firing process is more complicated and energy consumption is high.
(3) Casting
Casting is to fully mix ceramic powder with a large amount of organic binders, plasticizers, dispersants, etc., to obtain a viscous slurry that can flow, put the slurry into the hopper of the casting machine, and use a scraper to control the thickness. It flows out to the conveyor belt through the feeding nozzle, and obtains the film blank after drying. This process is suitable for preparing thin film materials. In order to obtain better flexibility, a large amount of organic substances are added, and the process parameters are required to be strictly controlled. Otherwise, it is easy to cause defects such as peeling, streaks, low film strength or difficult peeling. The organic matter used is toxic and will cause environmental pollution. A non-toxic or less toxic system should be used as much as possible to reduce environmental pollution. [1]
Degreasing
In addition to the molding technology based on dry pressing, products formed by other processes must undergo degreasing and debinding before being sintered in the furnace, because other processes other than dry pressing will add a certain proportion of zirconium powder during molding. Plasticizers, these plasticizers must be removed after the product is molded, otherwise it will have a serious quality impact on the sintered product. Plasticizers are mainly composed of paraffin wax and other polymer materials. These materials are required to exhibit good plasticity and fluidity at a certain temperature, and certain toughness and strength at room temperature.
sintering
The sintering methods available for zirconia ceramics usually include: ⑴pressureless sintering, ⑵hot pressing sintering and reactive hot pressing sintering, ⑶hot isostatic pressing (HIP), ⑷microwave sintering, ⑸ultra-high pressure sintering, ⑹spark plasma sintering (SPS), ⑺In-situ compression molding and sintering, etc. It is often based on pressureless sintering.
(4) CNC machining
CNC machining is an important link in the processing of zirconia ceramics. It is mainly used to process products with more complex structures, such as many special-shaped structural parts. The process technology of CNC machining is relatively high, and sufficient experience in zirconia ceramic processing is required. This is also the main reason why many people who are used to metal processing can not process ceramics well. For CNC machining of zirconia ceramics, a dedicated ceramic engraving and milling machine is the most suitable. The protection and rigidity of this machine tool are stronger than traditional machine tools.



 Moble: +86 18122974730
Moble: +86 18122974730 Phone: +86 0769-85090316-8038
Phone: +86 0769-85090316-8038 Email: admin@cerampart.com
Email: admin@cerampart.com Mobile version
Mobile version