Ceramic Tube / Ceramic Rod / Ceramic Plate / Ceramic Valve / Ceramic Plunger / Ceramic Pump Manufacturer
Focus on Alumina / Zirconia ceramic parts R&D and production
+86 -181 2297 4730
Ceramic Tube / Ceramic Rod / Ceramic Plate / Ceramic Valve / Ceramic Plunger / Ceramic Pump Manufacturer
Focus on Alumina / Zirconia ceramic parts R&D and production
+86 -181 2297 4730



 Moble: +86 18122974730
Moble: +86 18122974730 Phone: +86 0769-85090316-8038
Phone: +86 0769-85090316-8038 Email: admin@cerampart.comSkype: admin@cerampart.comWechat: +86 18122974730
Email: admin@cerampart.comSkype: admin@cerampart.comWechat: +86 18122974730
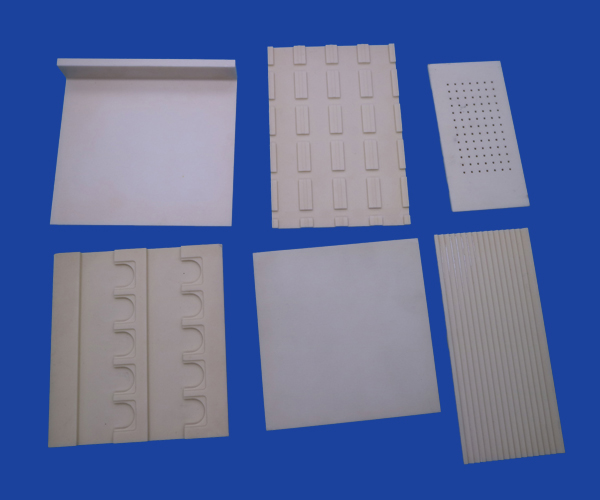
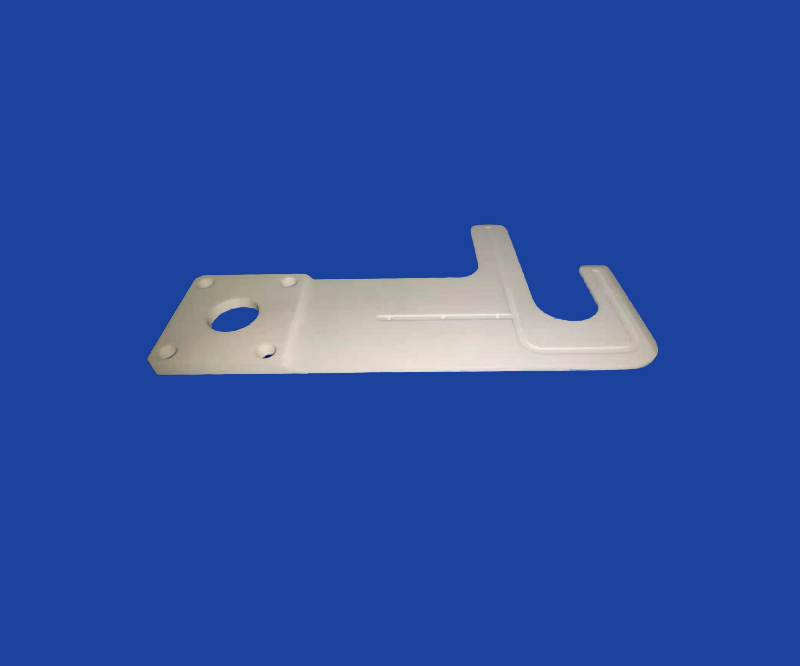
It is inevitable that errors will occur in the processing of ceramic components, but the reasons for the errors in the processing of ceramic components include subjective reasons and objective reasons. Next, we will briefly discuss the objective reasons and solutions.
Text label: Ceramic assembly machining
It is inevitable that errors will occur in the processing of ceramic components, but the reasons for the errors in the processing of ceramic components include subjective reasons and objective reasons. Next, we will briefly discuss the objective reasons and solutions.
The errors caused by objective reasons are mainly divided into three parts: CNC operating system error, mechanical error and tooling error.
1. Numerical control system error.According to the control mode of servo system, ceramic module machining system can be divided into open-loop control system, closed-loop control system and semi-closed-loop control system.The closed-loop control system can detect the actual position of the tool in real time, and feedback the results to the NUMERICAL control system, and then compare the feedback value with the instruction value in the system. The movement will not stop until the difference is eliminated, so the control precision is very high.However, there are many unstable factors in the closed-loop position detection feedback, so it is difficult to debug. If various parameters do not match, the system will oscillate, resulting in unstable machine work.The error of the closed-loop control system is mainly caused by the feedback error during the installation process.
The main method to reduce the above errors is to improve the installation accuracy of the feedback system and select the feedback system with higher accuracy as far as possible.In the semi-closed loop control system, the position accuracy of the cutter is still affected by the non-feedback link.Transmission chain error refers to the relative motion error between the first and last transmission elements in the transmission chain, which is the main factor affecting the machining accuracy, and can be compensated by modifying the numerical control system parameters.The open-loop control system has no position detection device and no feedback circuit.Since there is no feedback detection device in the feed system, the error generated by the feed line cannot be compensated by the feedback information, which leads to the actual position error.For example, the main errors of stepper motor are step error, dynamic error and start-stop error.In view of the above various errors, we can choose the motor that can meet the requirements of step Angle or subdivided circuit drive motor to improve.
2. Mechanical error.The machining center of ceramic assembly includes reduction gear, supporting bearing, ball screw pair and coupling, etc.There is a reverse clearance in the drive lead screw. When the working table moves in reverse, such clearance will cause the motor to idle while the working table does not move, resulting in errors.The method to eliminate the gap between ball screw and nut is to apply preload for the reverse drive clearance.The cutting direction extension is introduced in the open-loop system to prevent undercutting or over-cutting from affecting the machining quality of parts.The clearance values measured in the closed-loop and semi-closed-loop systems can be set as reverse pitch error compensation parameters.The errors caused by mechanical transmission chain deformation and thermal deformation can be solved by improving the quality of machine parts (machining accuracy, stiffness and thermal characteristics, etc.), reducing the heat generated by internal heat source, and strictly controlling the processing environment and operating conditions.
3. Fixture error.The positioning error of the fixture will directly affect the dimensional accuracy and position accuracy of the workpiece, so it is required that the fixture should have good positioning accuracy, rigidity and structure manufacturability.Reasonable selection of fixture fulcrum, anchor point and clamping point, to ensure that the deformation of the parts clamping within a reasonable range, otherwise too much deformation will affect the machining accuracy of the parts.If the deformation of the part cannot be controlled by the corresponding measures, necessary technological measures should be considered, such as heat treatment of the part to eliminate the stress and reduce the deformation;To the deformation problem that cannot be solved by heat treatment method, can use the method of separation of coarse and fine milling, coarse and fine milling processing with different clamping forces.
To sum up, the machining of parts in the machining center of ceramic components is the result of the comprehensive effect of the whole process system and the machining environment. The error source is very complex, and the machining accuracy of parts depends on various factors of the system.Therefore, it is necessary to comprehensively consider each link, analyze and find out the error source that affects the precision of parts, so as to take corresponding measures.
Dynamic information Ceramic technology FAQ Ceramice exhibition
Ceramics quality Ceramics technical Ceramice after-sale Customer witness Patent certificate
Ceramic flange Ceramic bushing Ceramic plunger Ceramic pump valve
MB:181 2297 4730 Tel:86 769 85080316
Skype:admin@cerampart.com Email:admin@cerampart.com
ADD:No. 21, Chuangxing Road, Shangsha Second Industrial Zone, Chang'an Town, Dongguan City
 Mobile version
Mobile version